


混和方式对色纺纱质量和织物风格的影响
发布日期:2019-09-09 16:08
色纺纱是一种通过先纤维染色后混色纺纱的有色纱线,具备能耗低、染料上染率高等优点,同时通过混色纺纱时对有色原料的增减,可最小限度控制色差。在色纺织物上呈现出时尚、朦胧的立体效果,是休闲服装面料及装饰用产品的原料之一。目前快时尚“Fast Fashion”的流行对色纺纱的需求量日益增加,但也赋予了订单花色品种多、交货周期短等要求。如何在短时间内做到快速反应客户需求是一个难题。因此,对最新流行色彩和风格的把握显得尤为重要。本文从色纺工艺上,就目前常见的不同混和方式所产生的风格效果进行试验分析,并作以探讨。
1 试验原料及工艺流程
本试验主要考察在同种颜色、相同色量,相同细度下,不同纺纱工序对最终成纱品质以及织物风格细腻度的影响,如起横程度等[2]。需要说明的是,由于工艺特殊性[3],某些特定情况下,含色会有一定限制,如赛络纺纺纱方式,只能做成50%含色量,因此各个试验会有不同的深浅情况,但对于比较织物风格和成纱性能几乎没有影响[4]。试验选择经典百搭的黑、白棉纤维原料,最终成纱细度均为C 19.7 tex。
本文主要研究混棉、梳棉、并条、粗纱、细纱工序对黑、白两种色棉成纱风格实现方式及品质的影响。所用的白棉为同一批次新疆白棉,黑棉亦用同一色光色棉。试验照片原料色光体现出的差异主要是由采光或拍摄角度导致,而对于成纱指标和风格辨别几无影响。纺纱工艺流程:混棉、梳棉并条粗纱细纱络筒织布。
2 不同混和方式试验
2.1 混棉、梳棉作为关键颜色混和工序
试验目的是在混棉和梳棉工序实现色纺风格。黑棉和白棉初步混色是在混棉工序,但此时是以小束条形式存在,制成的棉卷混色不均匀不彻底。经过后续的梳棉机梳理,黑、白棉有了实质性的混和,棉纤维伸直状态得以改善,再经过多次并条后制成粗纱再纺纱、络筒、织布。
本试验采取两种方案,方案1将黑棉∶白棉为25∶75方式混和;方案2将黑棉∶白棉为75∶25方式混和。如上所述,再进行梳棉、并条、粗纱、细纱、络筒,最后采用圆机织成普通平纹布。
2.2 并条作为关键颜色混和工序
试验目的是在并条工序实现色纺风格。传统白纱生产过程中,多次并条目的在于混匀纤维的黄白度,增强纤维的伸直度,最终改善成纱条干。色纺领域除达到以上目的外,还可凭此对颜色进行差异化分配。本次试验主要讨论黑、白棉条两边分的方式(即黑、白棉条无交叉),实现风格差异化。
本试验采取两种方案:方案3为2根黑棉条+6根白棉条;方案4为4根黑棉条+4根白棉条,分别经过粗纱、细纱、络筒,最后采用圆机织成普通平纹布。
2.3 粗纱作为关键颜色混和工序
试验目的是在粗纱工序实现色纺风格。粗纱、条子的结构和状态,如颜色、捻度、定量差异大,并合后经过牵伸和加捻成纱,能实现新型的色纺风格[5]。本试验核心在于将异色有捻度的粗纱和无捻度的棉条在粗纱工序制成多色混彩粗纱。
受限于牵伸性能,本试验采取两种方案:方案5为黑粗纱(10 g/10 m)+白条子(15 g/5 m),摆放方向不限,含色量25%;方案6为白粗纱(10 g/10 m)+黑条子(15 g/5 m),摆放方向不限,含色量75%。各方案分别经过细纱、络筒,最后采用圆机织成普通平纹布。
2.4 细纱作为关键颜色混和工序
试验目的是在细纱工序实现色纺风格,这是比较常见的纺纱方法。如常规的“白粗纱+白粗纱”的赛络纺方式,主要用来改善纱线成纱条干、毛羽性能以及强度等物理指标。若采用“黑粗纱+白粗纱”的赛络纺方式,除了能改善纱线物理指标外,纱线和最终面料还能收到特殊风格效果。
受限于牵伸性能等因素,本试验仅采取一种试验方案:方案7为黑粗纱(4.1 g/10 m)+白粗纱(4.1 g/10 m),赛络纺纱方式纺19.7 tex纱,络筒,最后采用圆机织成普通平纹布。
3 试验结果与分析
物理指标测试主要考察不同含色量时断裂强度、条干CV值和毛羽指数;成纱织物风格判别主要考察不同试验方案下成纱织物风格状况。按照风格不匀程度,主要分为3个级别:均匀分布风格、颗粒状风格、条状起横风格。方案1到方案7的最终测试指标和风格判别如表1所示,织物风格如图1所示。
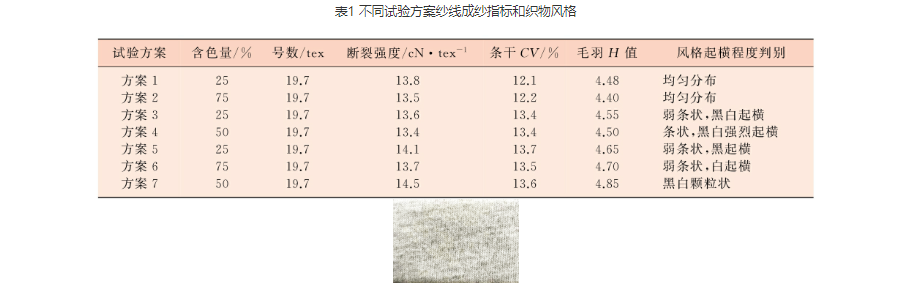

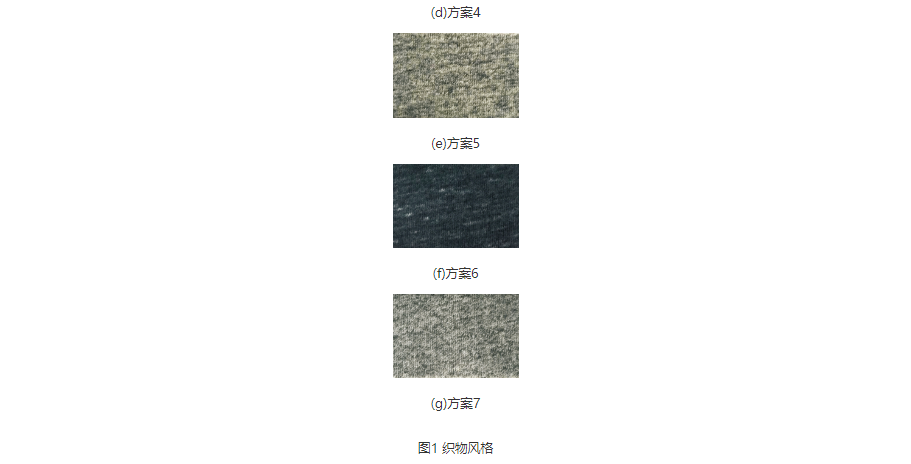
从表1的数据分析可知,在物理指标方面,同细度、同一颜色混和工序情况下,如方案1和方案2,颜色深,断裂强度稍降低,而条干、毛羽指数变化很小。表明此时工序因素对纱线强度有影响,而对条干和毛羽方面几无影响。方案3、4和方案5、6基本类似。同细度,不同颜色混和工序情况下,如方案5、6、7,较方案1、2、3、4断裂强度有一定优势,毛羽值略有增加,而条干CV恶化。这主要是因为“粗纱+棉条”、“粗纱+粗纱”特殊的纺纱工艺方法和成纱结构所致。对于风格,从方案1到方案7,风格表现为“无起横无起横弱起横强烈起横弱起横弱起横无起横”的变化趋势。具体来说,方案1和方案2由于颜色是在混棉、梳棉混匀,经过后道工序的牵伸,颜色被进一步混匀,最终表现为均匀色纺风格;而方案3和方案4分别表现出弱条状、黑白起横和条状、强烈黑白起横,主要因为黑棉条和白棉条并条时被分边放置,经后道牵伸黑白分明的状况得到延续,最终细纱织物呈现黑白起横的风格。值得注意的是当黑白比例在方案4的“4根黑棉条+4根白棉条”时表现最为明显。对于方案5和方案6,亦均表现为黑和白弱条状起横,程度较方案4均匀,主要因为棉条与粗纱的定量差距达到3倍,高定量、无捻的棉条对低定量、有一定捻度的粗纱形成包覆效果,导致布面颜色分布更倾向于显示棉条颜色,从而布面颜色具有更强的均匀性(定量差越大,最终布面对棉条颜色显示更凸出)。对于方案7,无起横且主要表现为黑白颗粒状态风格,这是由赛络纺同定量异色双粗纱的工艺原理以及后续牵伸倍数小决定。总体来看,从方案1到方案7,织物风格均匀度呈现“风格均匀风格弱起横风格起横严重风格弱起横风格均匀”的“前低中间高后低”的二次项系数为负数的二次函数状态走势。
4 结语
在色纺面料成为时尚流行元素的情况下,对色纺工艺和成纱风格的判断显得尤为重要。通过以上研究发现,并条工序混色最有利于实现色彩风格明显化,其次是粗纱和细纱,而直接在混棉、梳棉工序混色得到的风格最为均匀。同时,色纺纺纱不同的颜色混和工艺方式,如方案1到方案7,虽然在具体对比试验时纱线指标如断裂强度、毛羽指数、条干CV值变化不明显,但从总体趋势来看,断裂强度有增加的趋势,毛羽指标略有增加,而条干CV会恶化。因此,根据以上的试验和研究,对把握色彩、有色原料在不同工序的变化和实现,对于研究色纺、提高色纺附加值来说,具有借鉴价值。

